
E-posta biçimi hatası
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Kalıp döküm kalıbı (soğuk oda)
Kalıp döküm kalıbı (soğuk oda)
1. Die hangi kısımlardan oluşur?
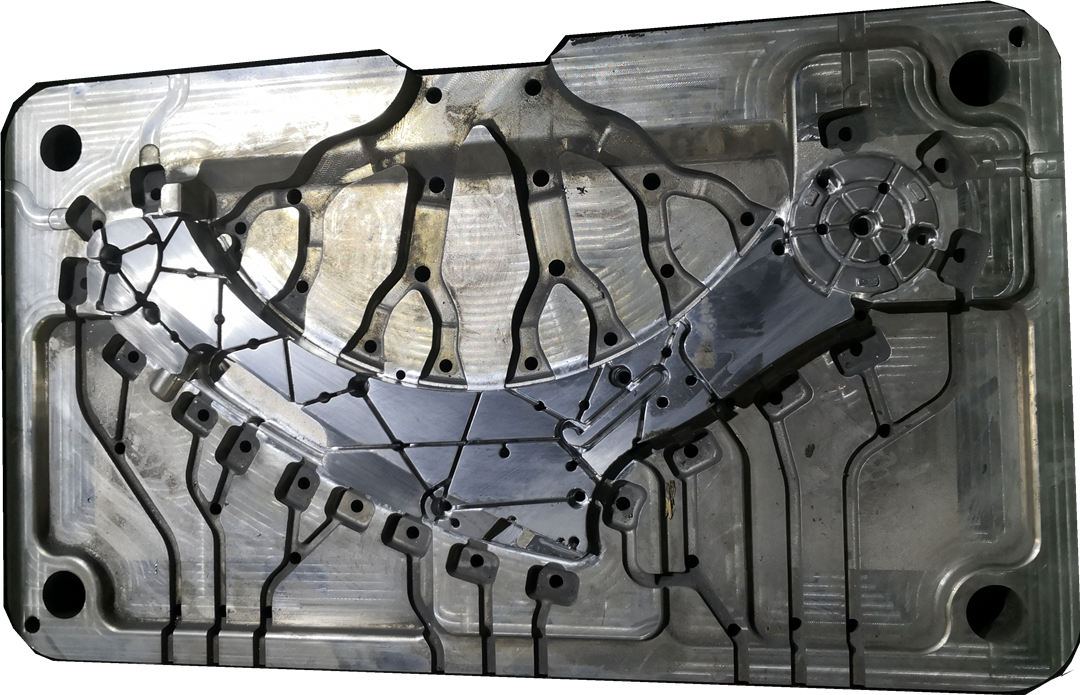
C: Kalıplı kalıpın yapısı, işlevlerine göre aşağıdaki parçalara bölünebilir: (aşağıdaki şekil)
(1) Parça oluşturma (hareket çekirdeği, ekleme, çekirdek vb.)
(2) Mframe kısmı (hareketli kalıp atel, AB plakası, braket ve ayak)
(3) Baypas sistemi (dökme çıkış kapağı, saptırma konisi, enine dökme kanalı ve giriş havalandırma)
(4) Taşma deşarj sistemi (taşma tankı, buhar egzoz tankı)
(5) Top Out Mekanizması (Karşı Pan, Karşı Kayıt Sabitleme Plakası, Plakayı Top Out, Sıfırlama Çubuğu)
(6) Kılavuz Parçalar (Kılavuz Sütunu, Kılavuz Kol, Orta Kılavuz Sütunu, Orta Kılavuz Kılıf)
(7) Çekirdek ekstraksiyon mekanizması (çekirdek ekstraksiyon kaydırıcısı, eğimli kılavuz sütunu, kompakt blok, yay, vb.)
(8) Diğer (soğutma sistemi, ısıtma sistemi, güçlendirme sütunu vb.)
2. Kalıp kalıptan hangi malzemeye neden olur?
C: Kalıp dökülen kalıbımız esas olarak aşağıdaki çelik ürünlerden yapılmıştır:
(1) H13 (ısıya dayanıklı çelik) ön ve arka kalıp çekirdeği, pompalama çekirdeği, kaplama dökme, saptırma konisi vb.)
(2) 45 # çelik (A, B plakası, kaydırıcı, eğimli kılavuz sütunu, vb.)
(3) T8, T10 (Kılavuz sütunu, kılavuz manşon, kriko, sıfırlama çubuğu, vb.)
(4) A3 çelik (ön ve arka kalıp atelleri, tepsi, pim, kalıp ayağı, vb.)
3. Die-Cast kalıp çekirdeğinin ısıl işlem sertliği nedir? Çok yumuşak ve çok zor olmanın sonuçları nelerdir?
C: Die çekirdek ısıl işleminin maksimum sertliği: HRC45 ~ 48. Tedavi çok yumuşaktır (HRC43'ten daha düşük), kalıp çekirdeğinin çökmesi, deformasyon ve yapıştırıcı kolaydır; Tedavi çok zorsa (HRC50'den daha yüksek), kalıp çekirdeğinin yırtılması kolaydır ve bazı parçalar nitrürden sonra HRC58-60'a ulaşacaktır (örneğin, kaplama, ekler, vb.).
4. Bir kalıp döküm makinesi seçerken kalıp döküm kalıbında düşünülen faktörler nelerdir?
Cevap: (1) Kalıp kurulumu (yani, bu kalıp döküm makinesinin bu kalıpla takılıp kurulamayacağı, Corolin kolonunun iç çubuk mesafesi ve konumu ile ilgilidir);
(2) metal sıvı dökme miktarı (kalıp döküm pres odasının kapasitesinin yeterli olup olmadığı);
(3) kalıplama kuvveti (makul spesifik basınç ayarlandığında, kalıp kilitlemek için kalıplama kuvveti yeterlidir);
(4) Basınç-shot'a özgü basınç (döküm parçalarının kalitesini sağlamak);
(5) Mod gezisini açın (ürünü çıkarabilir).